热定形
染整工艺原理
目录导航
一、定形的意义
1、定形定义
通过物理或化学处理消除纺织品内部积存的应力、应变,使织物形态、尺寸、内部结构固定为所需状态,并具备长期稳定性能的加工过程。
2、定形需要解决两大核心问题
(1)完全消除织物内部残余内应力;
(2)提升形变回复能力,长久保持定形加工时的平整尺寸状态。
二、热定形
合成纤维织物在可控张力下进行高温热处理,实现尺寸、形态永久稳定的前处理工艺,四大作用:
①尺寸定形:大幅提升热尺寸稳定性,降低成品缩水率;
②平整定形:永久消除褶皱,提升织物抗皱性能;
③改善服用性能:优化弹性、手感,减少起毛起球;
④改变纤维染色吸附性能。
§2 热定形机理
一、纤维定形的概念
定形本质:纤维发生内应力松弛,重构形成稳定结构的全过程。分为两步:
(1)升温后大分子链段之间原有分子作用力快速断裂;
(2)大分子在外力牵引下重新排布,在新位置生成牢固分子间作用力并永久固定。
二、热定形机理
1、合纤织物热稳定性差的根源
(1)纺丝成型阶段纤维内部埋藏大量内应力,大分子排布并非热力学稳态;受热后分子热运动加剧,链段弯曲收缩,织物尺寸缩小。
(2)纺纱、织造全程持续受力且受力不均,加剧受热收缩、收缩不均问题,织物产生顽固褶皱,常规水洗难以去除。
2、热定形完整原理
在合适拉伸张力下对织物供热,促使大分子链重排,随后快速冷却锁定结构,让纤维维持低内能稳定状态。整个过程分为三阶段:
(1)大分子松弛阶段:温度升至玻璃化温度Tg以上,分子间作用力减弱,大分子内旋转自由度提升、柔顺性增强,取向度重新调整,内应力释放。
(2)链段重整阶段:升温加剧大分子热振动,分子活性基团碰撞结合概率提升,形成全新分子间作用力;同步施加张力时,大分子沿受力方向规整重排,建立新结构平衡。
(3)冷却定型阶段:未撤除张力前快速降温,大分子在全新形态下永久固定。
热塑性纤维完整变化流程示意图:
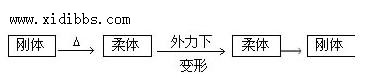
流程总结:热塑性纤维加热软化→外力牵引发生链段形变→带张力冷却,新形态永久固定。
3、热定形过程纤维超微结构变化
热定形加工温度区间介于玻璃化温度Tg与熔点Tm之间(Tm指纤维中大尺寸完整结晶熔化温度)。Tg温度下分子基团小幅振动,链段开始位移;温度升至Tm后完整大分子链发生整体滑移。纤维内部结晶大小、完整度各不相同,对应熔融温度存在差异。
在低于熔点的温度T1热定形时,细小、完整性差的结晶熔融;尺寸大、规整度高的结晶进一步长大、完善,纤维整体结晶度、晶粒尺寸分布达到新平衡。后续再经同等温度松弛热处理,可熔融结晶数量大幅减少,织物热尺寸稳定性显著提升;同时染色性能、硬挺度、弹性同步改变。
腈纶热定形机理与涤纶存在明显区别:
高温促使腈纶无定形区大分子热运动重排,消除内应力,生成更稳固分子结合点,提升准晶区规整度,最终提高织物热稳定性能。
§3 热定形工艺条件分析
温度、时间、张力、溶胀剂是热定形四大关键工艺参数。
一、温度:最核心影响因素
1、对热尺寸稳定性的影响
涤纶织物成品要在使用温度下保持稳定,热定形温度需高于使用温度30~40℃;采用热熔染色工艺的面料,定形温度可比热熔染色温度低10℃。
2、对染色性能、抗皱手感的影响
定形温度根据纤维种类、成品风格选定;涤棉混纺织物:后续热熔染色品种选用200℃,其余常规品种190℃;若分散染料升华牢度较差,需降低定形温度。整机烘箱温度均匀,温差控制≤2℃。
二、时间
完整加工时间分为四段:
(1)加热升温时间:织物表层达到设定定形温度的耗时;
(2)热渗透时间:热量传导至纤维内部,2~15秒;
(3)分子链调整时间:真正完成定形的核心阶段,仅1~2秒;
(4)冷却定型时间:不参与定形反应,但直接影响织物手感身骨。
涤棉织物180~200℃热定形,整机总车速停留时间18~60秒。
三、张力
通过经向超喂装置、纬向拉幅扩幅机构协同控制,直接影响织物热收缩率、断裂强力、断裂延伸率。实际生产按面料厚薄、成品手感风格调整张力大小。
四、溶胀剂(水/蒸汽)
水汽可显著提升锦纶定形效果,对涤纶的改善作用微弱。
§4 热定形工艺概述
一、加工方式分类
1、湿热定形:织物带湿状态加工,适用于锦纶、腈纶等亲水性合成纤维;成品手感柔软丰满,分为水浴定形、饱和汽蒸定形两类。
2、干热定形:织物完全干燥状态加工,主打涤纶及涤棉混纺织物;包含热风针板定形、红外辐射定形、热金属辊筒接触式定形。
二、热风定形设备和工艺
1、主流设备
(1)针铗链式热定形机:国产代表机型M-751、M-751A;
(2)针板布铗两用拉幅定形机:兼具拉幅、热定形双重功能。
2、标准工艺流程
进布(经向超喂2~4%)→针板纬向拉幅(成品门幅加宽2~3cm)→高温加热区(180~210℃)→冷风冷却→落布(落布温度<50℃)
三、湿热定形
1、水浴定形
(1)常压沸水浸渍0.5~2h,定形效果差,极少使用;
(2)高压釜高温水浴:温度125~135℃,保温20~30分钟,定形效果优良。
2、汽蒸定形
(1)饱和蒸汽定形:接近水浴效果,130~140℃,20~30min;
(2)过热蒸汽定形:性能趋近干热定形。
四、工序安排对比
| 方式 | 浆料状态 | 定形前能否收缩 | 染料限制 | 泛黄能否去除 | 起皱情况 | 染色性能 |
| 前定形 | 浆料被高温固着 | 不能收缩 | 无限制 | 可去除泛黄 | 后续工序不易起皱 | 上色困难 |
| 中间定形 | 浆料不会固化 | 可充分收缩 | 无限制 | 可去除泛黄 | 烧毛、退浆、精练工序易起皱 | 上色困难 |
| 后定形 | 浆料不会固化 | 可充分收缩 | 仅适配升华牢度优良染料 | 无法去除前道泛黄 | 全流程各工序易产生褶皱 | 上色性能较好 |
生产需根据织物品种、染料类型、成品要求灵活选定定形工序位置。
五、热定形效果评定方法
1、临界溶解时间(CDT)
涤纶环状试样浸入恒温苯酚溶液,从接触溶剂至纤维完全溶解的耗时(秒)即为CDT值。CDT与纤维结晶度、晶粒尺寸、结晶完整度直接相关,反映纤维受热加工历史;检测灵敏度高,锦纶同样适用。
2、热收缩率测试
试样无张力松弛状态下经指定温湿度处理,测量经、纬向尺寸变化,以收缩百分比表示(可分经向、纬向、面积收缩率)。

常用五类收缩测试:干热收缩、沸水收缩、热水收缩、蒸汽收缩、熨烫收缩。检测操作简便,直接对应织物实际水洗、熨烫尺寸稳定性能。
- 上一篇:
- 下一篇:丝光 2026/6/20